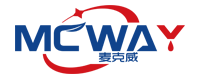
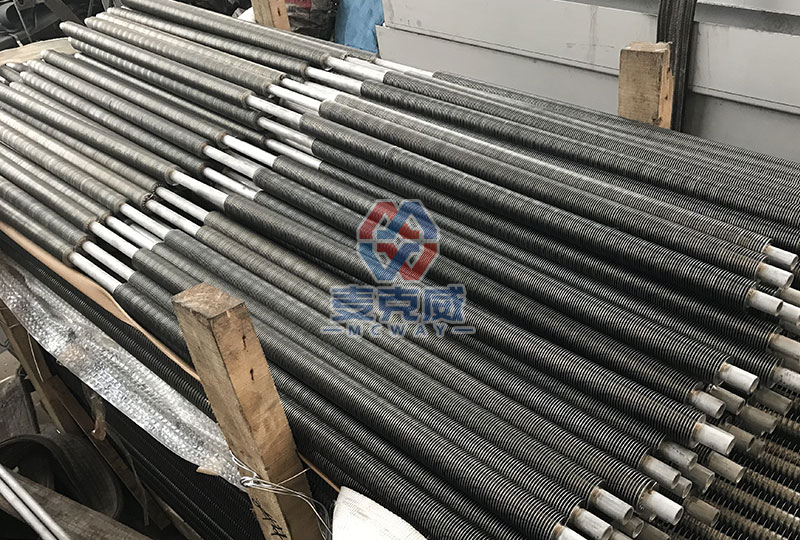
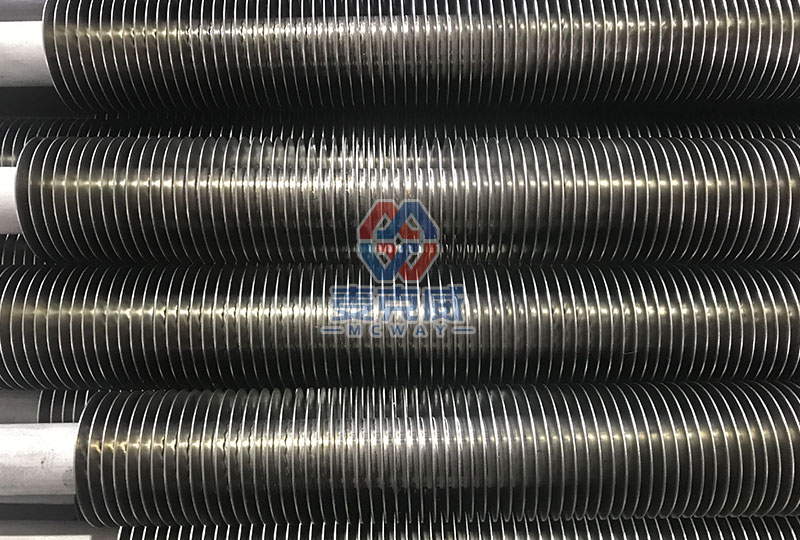
螺旋
翅片管的焊接一般是采用高頻焊,那它包含了哪些知識(shí)?從這些知識(shí)中,我們又能學(xué)到些什么呢?對(duì)于想要了解翅片管方面知識(shí)的人來說,在學(xué)習(xí)過程中,也是要思考的問題。下面,我們就來好好了解一下,僅供參考之用。
1.焊接原理
是以高頻電流作為熱源,對(duì)接觸面和待焊區(qū)進(jìn)行加熱,同時(shí)在翅片管外側(cè)施加頂鍛力,從而實(shí)現(xiàn)接觸面的固相焊接。
2.焊前準(zhǔn)備
(1)管料表面不能有明顯的凹坑,進(jìn)行噴砂清理去除油污,生銹等污物。
(2)頂鍛輪的制備要保證其對(duì)鋼帶的夾持在圓周方向上是松緊適度,并且是均勻的,內(nèi)件能靈活轉(zhuǎn)動(dòng)。
(3)電極極身與觸頭間的焊接應(yīng)牢固可靠,冷卻順暢,并且無滲漏。
3.焊接參數(shù)
主要包括焊接接頭的抗拉強(qiáng)度、焊合率等,這些參數(shù)的指標(biāo)必須達(dá)到國家規(guī)定的標(biāo)準(zhǔn),如Q/SH.MM.25—2000等。

4.焊接檢驗(yàn)
外觀檢查:焊后進(jìn)行外觀檢查,檢查的結(jié)果應(yīng)滿足標(biāo)準(zhǔn)要求。
焊合率檢查:將翅片管剝開2到3圈,每轉(zhuǎn)120度檢查一次,用實(shí)際焊縫寬度除以鋼帶名義厚度就可以得到焊合率。
金相檢驗(yàn):從接合面起,為不完全正火組織和原正火組織,檢查有無夾雜、未熔合以及裂紋等宏觀缺陷。
5.高頻焊接的內(nèi)涵
高頻焊接是焊接的一種技術(shù),有感應(yīng)焊和接觸電阻焊兩種。
它的焊接制度有三種,為:
固相塑性壓焊——把管坯邊緣的交接區(qū)加熱至1300℃—1350℃的塑性狀態(tài),然后在擠壓輥的壓力作用下將氧化物薄膜擠出焊縫,同時(shí),通過高溫使兩邊緣焊在一起,其擠壓強(qiáng)度要求大于40—50MPa。
半熔化焊接——把管坯邊緣的交接區(qū)加熱到半熔化狀態(tài),通過擠壓輥的擠壓,將夾有氧化物的液態(tài)膜擠出焊縫,同時(shí)完成焊接,其擠壓強(qiáng)度一般為20—30MPa。
熔化焊接——把管坯邊緣的交接區(qū)加熱到熔化狀態(tài),焊接溫度為1400℃以上,此時(shí)熔化金屬部分氣化,然后通過擠壓輥的擠壓,在整個(gè)液態(tài)搭接區(qū)發(fā)生周期性的火花噴濺,其擠壓強(qiáng)度與半熔化焊接相接近。想了解更多關(guān)于列管式換熱器、翅片管換熱器、翅片式換熱器、激光焊翅片管的相關(guān)信息,請(qǐng)持續(xù)關(guān)注無錫麥克威裝備科技有限公司官網(wǎng)china-amete.com